
Analyzing Shredded Scrap with Sicon’s EcoScan Online
Shredded scrap is widely common input material in the steel making process. Generally, shredded scrap is of a homogenous quality in terms of physical characteristics as well as chemical composition.
Steel plants can optimize loading intervals and reduce tap-to-tap times by using shredded scrap which results in a better production performance while reducing specific energy consumption. Additionally, advantages include decreased consumption of “consumables” such as electrodes, refractory material and calcium oxide. Basically, using shredded scrap in steel production is highly beneficial; nevertheless, many steel plants are still not fully exploiting these advantages. Why is that?

Shredded scrap copper content increase (Sicon 2014)
In reality, shredded scrap has acquired a somewhat poor reputation. One example is the continuous increase of copper content in shredded scrap over the past 30 years: In theory, a shredder liberates material by means of size-reduction and densifies the material stream for further downstream separation of non-ferrous metals by means of magnetic separation. In reality, however, this principle only works partially, as demonstrated in the graphics.
What are the reasons behind these visible copper contamination missed by magnetic separators?
Most of the current shredding plants in operation today are literally based solely on separation technology from the past century. Certainly the non-ferrous metal content has been significantly increased in a shredder’s feedstock as a result to rise in discarded electronic devices. Admittedly, with constant separation efficiency the copper content in shredded scrap will increase inevitably. Without changes to existing shredding processes there will be no end to this trend. With copper being only one of numerous non-ferrous metals contained within the shredder feedstock, the total contamination level of shredded scrap with non-ferrous metals is significantly higher. As a result, shredded scrap is used in steel production with highest caution, but especially in long steel production the copper content is often a limiting factor in the production process.

Sicon EcoScan Online
To complicate things further, shredded scrap quality is often determined by chance. Only a few shredder operators know the analytical composition of their produced shredded scrap. Moreover, the same applies to the purchasing steel plants, which often use shredded scrap in their worst-case-scenarios in order to avoid producing a shortfall batch. Ironically, in times of technological revolution and inflationary digitalization, the processes in place for steel making seem rather outdated.
Introducing the EcoScan Online, Sicon brings a compact and cost-efficient online-based analyzer to the market which can easily be integrated and retro-fit to existing operations. Production-relevant data is being analyzed and evaluated in real-time, including chemical composition and density. Based on collected data, the end user is able to pull average values for current day or month production; specific data for each batch can be pulled easily from the collected data stream. With increased data-collection, long-term trends can be determined based on feedstock and production material. Based on fluorescent -technology, the EcoScan Online is built with the latest generation of XRF multi-element sorter technology, which has been previously field-tested and proven in numerous handheld analyzing units. Designed and built as an online unit, the EcoScan Online delivers quantitative data in real-time and highest accuracy.

Real-time user interface of analyzed sample
The EcoScan Online unit is completely integrated into the shredder process and transmits data to a control display at the evaluation unit. Deviations from pre-set parameters set off an alarm. With the alarm in place, the shredder discharge conveyor automatically changes its position and piles the produced shredded scrap onto another compartment. The shredder operator and shredder loader are included in the “communication chain” as well. With increasing deviations of copper content, a warning signal lights up in the operator cabin indicating that infeed material has to be selected accordingly. The measure to balance out high copper content by changing feed material into the shredder is common practice, however, innovative is that now you have reliable parameter-based indicators instead of relying solely on a “feeling”.The complete production transparency of quality-control encourages minimization of copper content in the shredded scrap. In monetary terms, the graphic above demonstrates the lost value (non-realized market profits from copper sales) from shredded scrap due to contained copper (in annual production capacities in tons).
The reduction of copper content also has economical value. The goal of each shredder operator, as demanded by the market, should be a shredded scrap with a copper content below 0.2 percent. Unrealistic? Today’s shredder operations have the following core flaws:
1) Use of electromagnets in overflow mode
2) Manual sorting of ferrous material flow
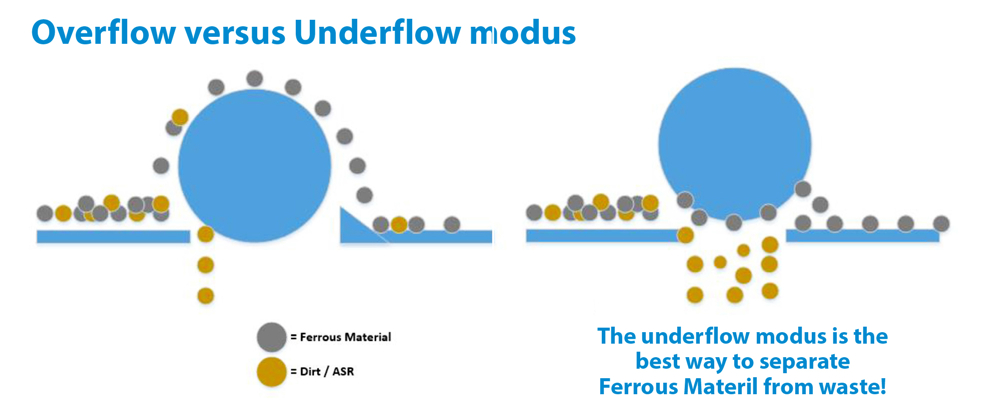
Comparison of magnetic separation in underflow and overflow mode
Both are outdated practices that, when optimized, allow the shredder operation to access additional value. Following optimizations can be made:
1) Use of permanent magnets in underflow mode for a significantly better cleaning result of shredded scrap.
2) Integration of a PrimeScrap; the PrimeScrap is a combination of ballistic and eccentric magnet separator in one machine. The PrimeScrap allows splitting the shredded material flow into a copper-free fraction (about 70-80 percent of material flow) and produces a concentrated copper-rich material fraction (20-30 percent of the material flow). The handpicking station is now only processing 20-30 percent of the original material flow and is able to generate a much better and cleaner fraction.
3) Exchanging handpicking stations with sensor-based metal separators
Optimizations within the ferrous downstream can be made to any shredder operation. Outstanding shredded scrap quality is not a privilege of new shredding plants.
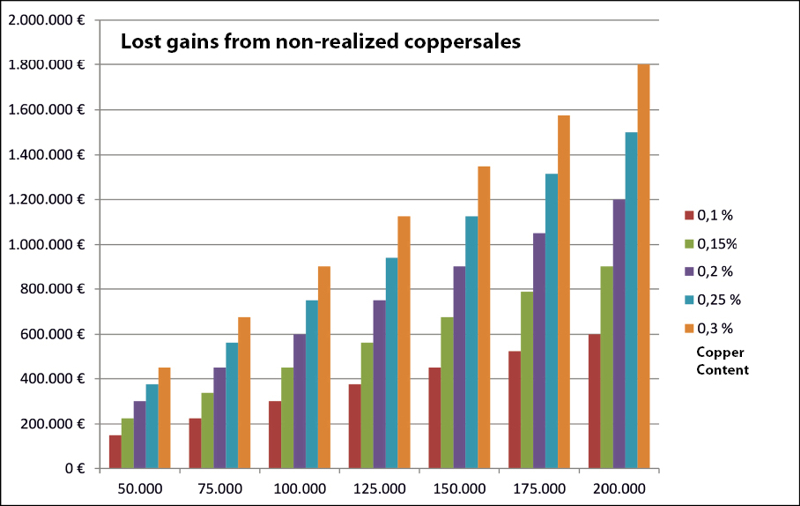
Lost gains from non-realized copper sales in annual production (metric tons)
The collected data from the EcoScan Online can further be used to establish a custom-tailored preventative maintenance plan or can be used for additional optimization of the shredder control automatization. In times of industry 4.0 such gadgets will become established industry standard sooner or later.
No doubt, shredder operations will remain one of the most important aggregates within the scrap treatment. With new technology available to the industry to improve shredded scrap quality, shredded scrap becomes of increased interest to the steel producers improving shredder operators’ positions in the market. A transparent and improved quality is beneficial to both, shredded scrap producers and its consumers.
Source: Sicon GmbH, Photos/Graphic: Sicon GmbH
GR 3/2018








