
Continuous Development – Interview with Thomas Sörensson, the CEO of Scandinavian Enviro Systems AB.
Nowadays, Scandinavian Enviro Systems AB is best-known for efficient tire recycling as well as recovering valuable resources. Nevertheless, it all started in 2001 when the newly founded company was trying to further develop the CFC technology (Carbonization by Forced Convection) to enable the manufacture of products of very high quality. Since that time the Swedish company was able to verify this technology, validate a second patent called EHD (Enhanced Heat Distribution), build several pilot plants as well as a full-scale plant in Asensbruk, Sweden. The company has steadily developed further and will continue its progress in 2019. Thomas Sörensson, the CEO, explained in more detail the company’s current as well as future plans and projects.
According to your website, Scandinavian Enviro Systems AB works with the CFC technology (Carbonization by Forced Convection) that changes “the chemical composition and the physical phase of the tire material during the process” to produce extremely high-quality end products. What is the main difference to other attempts to retrieve the valuable resources within tires?
Our patented technology that has been finetuned and optimized as well as deeper protected over the years started with our founder Mr. Bengt-Sture Ershag. The team around him, led by COO Olov Ershag has been involved in the process of bringing the technology to the mature, scalable and industrialized stage it is now. There are a few key benefits of our technology that ensures the high quality and equally important consistent quality level of the valuable recovered Carbon black material.
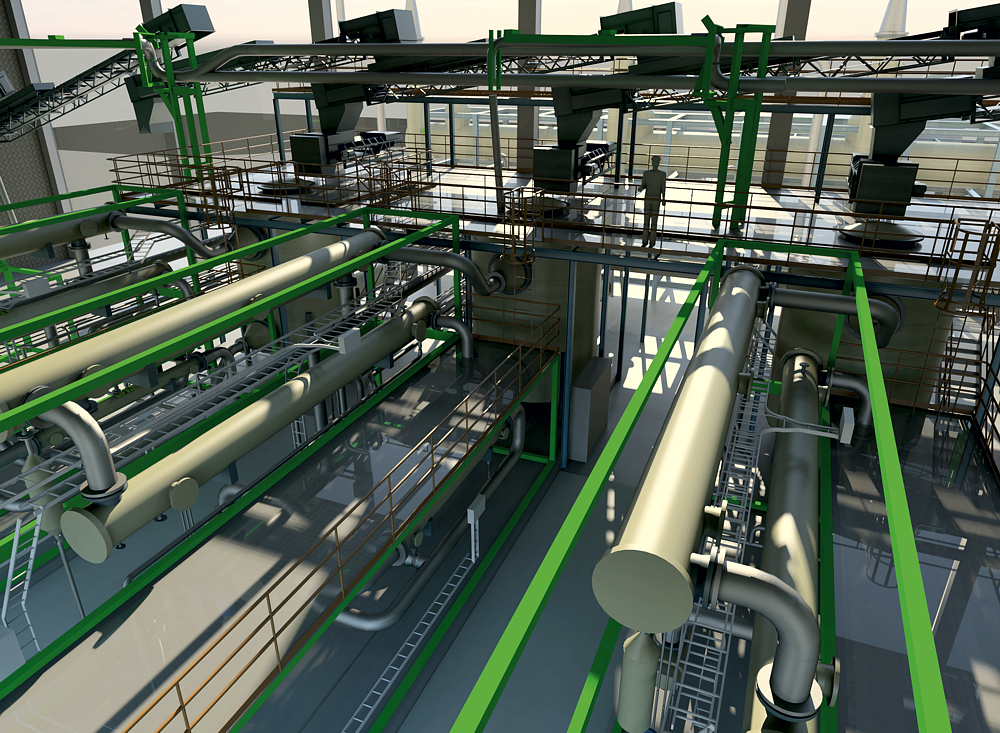
Tire recycling plant (Photo: Scandinavian Enviro Systems AB)
First of all, our choice of technology enables us to process a mix of shredded tire material with a diameter of 20-150 millimeters including steel wire. The benefit of that is the low cost of pre-processing before the pyrolysis. Some technologies require either much smaller granulates and need the steel to be removed before the process or, in some cases, whole tires, and that will impact the efficiency of filling the reactor and definitely the possibility to control the quality in the process. Secondly, the technology is utilizing a batch-process. This ensures a controlled environment for the pyrolysis to take part and a possibility to monitor and manage the stages of the process to reach the required quality. Further, the material is lying still inside the reactors, minimizing the mixing of particles and gas during the gasification of the volatiles. Such particles will mainly affect the oil and will need to be filtered out at a later stage in some way. This is not a problem in our case. I will not go into the core of our patents, but one of the main benefits is also the flow of gas through the tire bed. The process is efficiently using the pyrolysis gas both for energy transfer and distribution. Since we are using convection energy instead of radiation or conduction that is used in many conventional pyrolysis methods, we can better control the process and the complete material volume quality. There will be no condensation inside the reactor causing char to build up in the vessel. We are also eliminating the risk of forming new carbon due to too high temperatures in some areas or surface of the vessel, such carbon is not having the properties of Carbon black and will be contaminating the material. Since we monitor and manage several parameters in the controlled environment, we know exactly when each batch is finished and will meet the requirements. Some of those parameters are obviously temperature, weight, gas flow and time.
Due to the control of the pyrolysis and the fact that we do not form carbon residue on the vessel surface we have no need for cleaning inside the reactors. This limits the maintenance time. In addition to the process described above, we have developed a range of supporting systems and equipment to optimize our plants as module based, large scale industrial plants with high automatization grade.
After Enviro and Canada-based recycler TreadCraft Limited have extended the Memorandum of Understanding in June last year, the company has decided to establish a joint venture for co-ownership of a recycling plant. In this regard, you mentioned that joint ownership is conforming to Enviro’s new business model. Which innovations does the new business model entail?

Sales Manager Fredrik Olofsson (Photo: Scandinavian Enviro Systems AB)
Yes, TreadCraft is one of the partners where we have very mature projects under planning. During the last 12-18 months, we have experienced rapid growth of interest from serious and professional companies who have also found pyrolysis to be the future technology for efficient recovery of the valuable resources from end of life tires. I would say that all of them have done their homework and studied in detail both alternative technologies, our peers and the interesting development in the market for sustainable materials.
SES dedicated a part of last year to significant strategic analysis of the underlying forces of the market, their positions and movement. Based on our technology and the achievements so far with our material being introduced in the rubber and tire industry, we explored how to best capitalize on our own position. With the profitable and sustainable technology, we possess, in combination with access to the market and know-how, there is no reason why we would not make sure that we aim for a position in the very front of the value chain of the recovered Carbon Black materials. Our unique technology also deserves a well-managed strategy to ensure the quality of the output material over time. It was natural for us to take the step forward and take part in the ownership, operation management as well as sales of the materials to further improve the sustained profitable growth for our shareholders.
The growing interest from tire collectors and recyclers in combination with very ambitious targets for sustainability and implementation of recovered materials in the tire industry is amplifying the need of our technology.
Are there any plans for additional arrangements for joint ownership in the foreseeable future?
We have several MoU’s with joint venture target at the moment. Several in North America and that is a region that has specific strategic importance due to restrictions in the production of virgin Carbon black, tightened environmental regulations and as a result increasing price levels. The need of alternative recycling methods is also clear. Furthermore, we have a MoU with the Danish company WindSpace, and that project is perhaps maturing fastest at the moment. Europe is our home market and has obvious benefits, in other words, we need to make priorities in our selection of partners. In addition to the above, we have several projects that also might end up in joint ventures but are a bit less mature, or both parties did not find a MoU necessary to proceed to the next stage of commitments.
Due to the CFC technology, Enviro is able to extract pyrolysis oil from end-of-life tires that can ultimately be used as fuel – according to the company’s latest researches. How are you going to proceed further to make the most of the corresponding result?
Well, it is actually no news that the pyrolysis oil can be used as fuel. The research we are conducting in close cooperation with the Swedish Institutes of Research (RISE) and several of the leading stakeholders in the value chain has focused on new technologies. The ambition from the refineries is to limit the usage of fossil fuels both to meet their own sustainability targets and to meet more strict regulations and taxes related to fossil use and CO2 impact. The initial result of blending our oil with fossil to 20 percent has been very positive and are promising in the development of more industrialized infrastructure. Larger scale testing is in early-stage planning, and we find a growing interest from many of the leading refineries to further establish cooperation. We expect this utilization of the oil to further strengthen our technology and business case in terms of environmental aspects and definitely from a financial perspective. Our oil has already since a few years been approved to be used in industrial diesel-fueled equipment from Wartsila with very limited pre-processing.
Photo: Scandinavian Enviro Systems AB
GR 12019-Advertorial
Advertisement







